Este tipo de flama no se recomienda para soldar; el exceso de oxígeno, contribuye a la oxidación de los metales.
Flama Reductora -También llamada carburante, es la contraria a la flama oxidante. Esta flama tiene una proporción tal de gas-oxígeno que, hay presente un exceso de gas combustible. Se caracteriza por tener el cono azul más grande que el de la flama oxidante, con un cono suave y blanco alrededor del azul. Es la flama predominantemente recomendada para soldar.
La flama reductora ofrece varias ventajas. Primera, realmente ayuda a eliminar el óxido de la superficie de los metales. Segunda, calienta de manera más uniforme ya que, "envuelve" al tubo. Esto se logra aplicando la flama de tal manera, que la punta del cono blanco apenas toque el tubo. Tercera, se reduce el riesgo de sobrecalentar más en un solo punto como con las otras flamas.
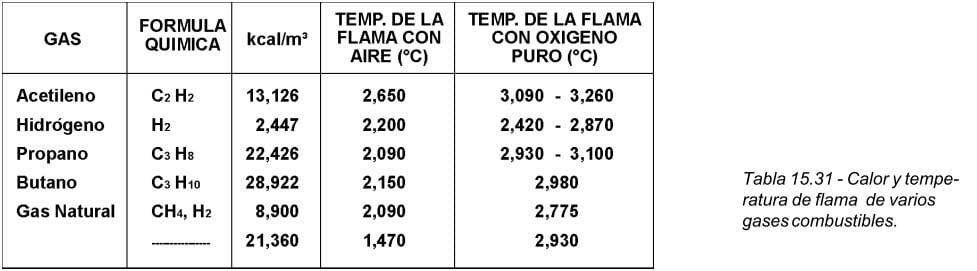
Hay diferencias de temperaturas entre los diferentes tipos de flamas, al igual que en los diferentes gases combustibles, como se muestra en la tabla 15.31.
Se recomienda que para soldar tubos hasta de 1", no se empleé una flama demasiado fuerte, pues el calentamiento de la unión sería demasiado rápido y no se podría controlar fácilmente, con el peligro de una evaporación inmediata del fundente y oxidación del cobre, lo que impide que corra la soldadura. En medidas mayores de 1", puede emplearse una flama intensa, pues aquí no existe ese peligro. En diámetros de 3" a 4", será conveniente aplicar más calor.
Proceso para Soldar
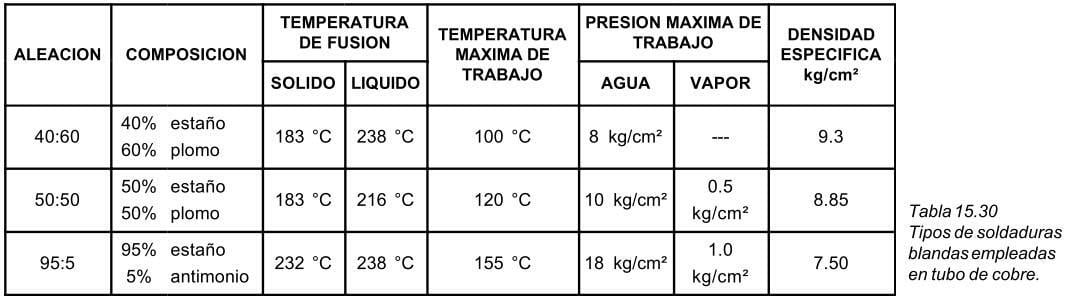
Antes de todo, se debe tener la certeza del uso que va a tener la tubería, para saber el tipo de soldadura y de fundente que se va a emplear. Como ya mencionamos, existen soldaduras blandas a base de estaño y plomo y soldaduras fuertes de cobre y fósforo, y de aleaciones de plata. Las soldaduras blandas tienen puntos de fusión menores de 430 o C, y las soldaduras fuertes tienen puntos de fusión mayores de 430 o C. Las primeras se usan en instalaciones hidráulicas y las otras en el sistema de refrigeración.
La teoría básica y técnica de soldado, son las mismas para todos los diámetros. Las variables son: las cantidades requeridas de tiempo, calor y soldadura, para completar una unión designada. Una buena unión es el producto de un técnico bien capacitado, que conoce y respeta los materiales y métodos que utiliza.
Los pasos básicos en el proceso de soldadura son los siguientes:
Medición - La medición del largo del tubo debe ser precisa. Si el tubo es muy corto, no alcanzará a llegar al tope de la conexión, y no se podrá hacer una unión adecuada.
Corte - El corte de un tubo puede hacerse de diferentes maneras, para obtener un corte a escuadra satisfactorio. El tubo puede ser cortado con un cortatubo, con una segueta, con disco abrasivo o con sierra cinta. Si se utiliza segueta, ésta debe ser de diente fino (32 dientes/pulgada) y deberá utilizarse una guía para que el corte sea a escuadra. Independientemente del método de corte que se utilice, el corte debe ser a escuadra, para que se pueda tener un asiento perfecto entre el extremo del tubo y el tope de la conexión, evitando fugas de soldadura. Se debe tener cuidado de no deformar el tubo mientras se está cortando.
Rimado - La mayoría de los métodos de corte, dejan rebabas en el extremo del tubo. Si éstas no se remueven, puede ocurrir erosión y corrosión, debido a la turbulencia y a la velocidad en el tubo. Las herramientas que se usan para rimar los extremos de los tubos son varias. Los corta tubos tienen una cuchilla triangular; se puede usar una navaja de bolsillo o una herramienta adecuada, como el rimador en forma de barril, el cual sirve para rimar el tubo por dentro y por fuera. Con tubo de cobre flexible, se debe tener cuidado de no ejercer demasiada presión, para no deformarlo. Un tramo de tubo rimado apropiadamente, tendrá una superficie suave para un mejor flujo.
Limpieza - La limpieza se hace fácil y rápida. Para que la soldadura fluya adecuadamente, es crucial que se remueva el óxido y la suciedad. Si esto no se hace, el óxido y la suciedad de la superficie pueden interferir con la resistencia de la unión y causar una falla.
La limpieza mecánica es una operación simple. El extremo del tubo deberá limpiarse utilizando lija de esmeril, lana de acero o fibra de nylon, en una distancia ligeramente mayor que la profundidad de la conexión. También deberá limpiarse la conexión por dentro, utilizando lija o cepillo de alambre del tamaño apropiado. No use franela. Deben tenerse las mismas precauciones que con el tubo.
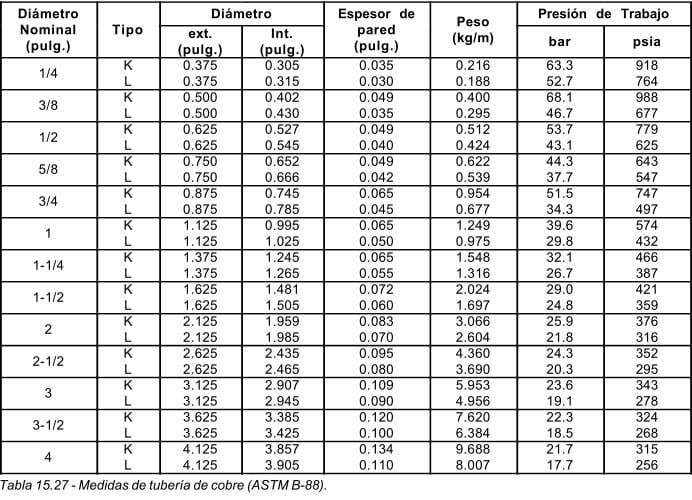
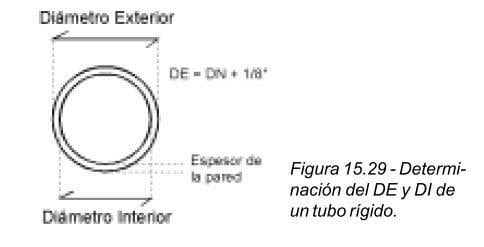
El cobre es un metal suave; si remueve demasiado material, quedará floja la conexión, interfiriendo con la acción capilar al soldar. El espacio capilar entre el tubo y la conexión, es aproximadamente de 4 milésimas de pulgada (0.004").
La soldadura puede llenar este espacio por acción capilar. Este espacio es crítico para que la soldadura fluya y forme una unión fuerte.
Se pueden utilizar limpiadores químicos, siempre y cuando se enjuaguen completamente la conexión y el tubo, de acuerdo a las recomendaciones del fabricante del limpiador. Esto neutralizará cualquier condición ácida que pueda existir. Las superficies una vez limpias, no deberán tocarse con las manos o guantes grasosos. Los aceites de la piel o lubricantes y la grasa, pueden impedir que la soldadura fluya y humedezca el tubo.
Rangos de Temperatura - Hasta este punto, los pasos para el proceso de soldadura son los mismos para soldaduras blandas y fuertes; la selección de uno u otro tipo, dependerá de las condiciones de operación. En la práctica real, la soldadura blanda se aplica a temperaturas entre 175 y 290 o C, mientras que la soldadura fuerte se hace a temperaturas de entre 590 y 850 o C.
Aplicación del Fundente - Para soldaduras blandas, decíamos que es indispensable el uso de fundente. En las soldaduras fuertes, algunas no requieren el uso de fundente para soldar cobre a cobre; en uniones de cobre a bronce y cobre a latón, sí se requiere fundente, al igual que en soldaduras con aleaciones de plata.
Los fundentes para soldaduras blandas son diferentes en su composición, a los de soldaduras fuertes, y no deben de intercambiarse. La función del fundente se explicó en el párrafo correspondiente.
Se debe aplicar una capa delgada y uniforme, con un cepillo o brocha; NUNCA CON LOS DEDOS, tanto a la parte exterior del tubo como al interior de la conexión. Ensamble - Después de haber limpiado ambas superficies, y aplicado el fundente en forma adecuada, se deben ensamblar colocando la conexión sobre el tubo, asegurándose que el tubo siente bien contra el tope de la conexión.
Se recomienda hacer un ligero movimiento giratorio hacia uno y otro lado, para asegurar la distribución uniforme de la pasta fundente. Retire el exceso de fundente con un trapo o estopa de algodón. Si se van a efectuar varias soldaduras en una misma instalación, se recomienda preparar todas las de un mismo día de trabajo. Se debe tener cuidado para asegurarse que las conexiones y tubos estén adecuadamente soportados, con un espacio capilar razonable y uniforme alrededor de la circunferencia completa de la unión. Esta uniformidad del espacio capilar asegurará una buena penetración de la soldadura.
Un espacio excesivo en la unión, puede provocar que la soldadura se agriete bajo una fuerte tensión o vibración.
Calentamiento - En este paso deben observarse las precauciones necesarias, debido a que se usan flama abierta y alta temperatura, aunado a la flamabilidad de los gases. El calor, generalmente se aplica con un soplete, aunque también se pueden utilizar tenazas eléctricas.
Los sopletes para soldaduras blandas, comúnmente operan a base de una mezcla de aire con algún combustible, tal como gasolina, acetileno o algún gas LP. Los sopletes para soldaduras fuertes utilizan una mezcla de oxígeno y algún combustible, debido a las altas temperaturas requeridas; el combustible puede ser cualquier gas L.P o acetileno. Recientemente, se han hecho innovaciones en las boquillas para aire/combustible, y ahora se pueden utilizar éstas en una más amplia variedad de tamaños, tanto para soldaduras blandas como para fuertes.
La operación de calentamiento empieza con un "precalentamiento", el cual se hace con la flama perpendicular al tubo, cerca de la entrada de la conexión. Este precalentamiento, conducirá el calor inicial hacia el interior de la conexión, para una distribución pareja por dentro y por fuera. El precalentamiento depende del diámetro de la unión; la experiencia le indicará el tiempo apropiado. La flama deberá moverse ahora hacia la conexión y luego hacia el tubo, en una distancia igual a la profundidad del conector. Toque la unión con la soldadura; si no se funde, retírela y continúe el proceso de calentamiento. Tenga cuidado de no sobrecalentar, ni de dirigir la flama al interior de la conexión. Esto puede quemar el fundente y destruir su efectividad. Cuando se ha alcanzado la temperatura de fusión, se puede aplicar calor a la base de la conexión, para ayudar en la acción capilar.
Aplicación de la Soldadura - Cuando se ha alcanzado la temperatura adecuada, si el tubo está en posición horizontal, comience a aplicar la soldadura en un punto como en el 4 de un reloj. Continúe en el 8, y luego en el 12. Regrese al 6, luego al 10, y finalmente al 2. La soldadura fundida será "jalada" hacia el interior de la conexión por la acción capilar, sin importar si ésta es alimentada hacia arriba, hacia abajo o en forma horizontal. En diámetros de tubería grandes, es recomendable golpetear levemente con un martillo en la conexión, mientras se está soldando, para romper la tensión superficial y que la soldadura se distribuya uniformemente en la unión.
Recuerde que la soldadura se debe fundir con el calor del metal. No la funda con la flama del soplete. Es muy importante que la flama esté en movimiento continuo, y no debe permitirse que permanezca demasiado en un punto como para que queme el tubo o la conexión.
Cuando se haya completado el proceso de soldadura, deberá quedar visible un anillo continuo alrededor de la unión. Si la soldadura falla en fluir o tiende a «hacerse bolas», indica que hay oxidación sobre las superficies metálicas, o el calor es insuficiente en las partes a unir.
Si la soldadura se rehusa a entrar en la unión y tiende a fluir sobre el exterior de cualquiera de las partes, esto indica que esa parte está sobrecalentada o que a la otra parte le hace falta calor.
Enfriamiento y Limpieza - Después que se ha terminado la unión, es mejor dejar enfriar en forma natural. Un enfriamiento brusco, puede causar un esfuerzo innecesario en la unión, y eventualmente, una falla.
Si la soldadura es blanda, el exceso de fundente debe limpiarse con un trapo de algodón húmedo.
Si la soldadura es fuerte, los residuos de fundente se deben remover lavando con agua caliente y cepillando, con cepillo de alambre de acero inoxidable.
Resumen - Si las partes a unir están adecuadamente preparadas, apropiadamente calentadas y si se usa la soldadura correcta, la unión final debe ser sana y firme. Los sistemas con tubería de cobre, cuando son instalados adecuadamente, proporcionarán años de servicio confiable y seguro. Con un entrenamiento adecuado sobre las técnicas de instalación correctas, como las expuestas aquí, le darán al técnico la habilidad de realizar uniones confiables y consistentes en todos los diámetros.